
Gravity Assisted Bitumen Extraction (GABE™):
Controlled Collapse and Horizontal Auger Conveyance for Low-Impact Recovery of McMurray Bitumen
ABSTRACT
Gravity Assisted Bitumen Extraction (GABE™) is a mechanical recovery method for intermediate-depth oil sands that integrates (1) directional drilling, (2) controlled geomechanical collapse within the McMurray Formation, (3) horizontal auger conveyance, and (4) engineered paste backfill. Numerical modelling indicated that the cavern and surrounding weakened zone remain confined within the bitumen interval. The target interval occurs between 50 and 250 m below surface, representing Alberta’s intermediate-depth resource—too deep for surface mining areas and too shallow for thermal areas—with over 100 billion barrels in place. Conveyance analyses for a 40 m, 0.159 m (6.25 in) auger operating at 30–60 rpm show feasible torque and power requirements for field application. Bench-scale hot-water extraction tests achieved bitumen recoveries of 77–89 percent, confirming process compatibility with conventional separation. The planned pilot will operate at approximately one-quarter commercial capacity (~250 bbl/d) to validate collapse control, conveyance, and backfill sequencing, while a commercial well is expected to produce approximately 1,000 bbl/d.
GABE™ bridges the gap between surface mining and thermal recovery from deeper resource.
Geological Context
The GABE™ process targets the lower McMurray Formation, composed of bitumen-saturated, unconsolidated quartz-rich, fine- to coarse-grained sand that lies above Devonian limestone, as shown in Figure 1. The target interval lies approximately 50–250 m below surface. Deposits shallower than 50 m are considered mining areas, while deposits deeper than 250 m fall within thermal areas.
The overlying Clearwater shale, 4–15 m thick, provides a competent, low- permeability barrier that is expected to remain intact throughout operations, while about 50 m of Quaternary glacial deposits form the surficial cover. Collapse is intentionally limited to the McMurray interval, where controlled subsidence of the McMurray Formation transfers load toward the excavated horizon without compromising shale integrity. Maintaining this separation zone between the production stope (the underground void where ore is active1ly being mined) and the Clearwater layer is central to the process design.
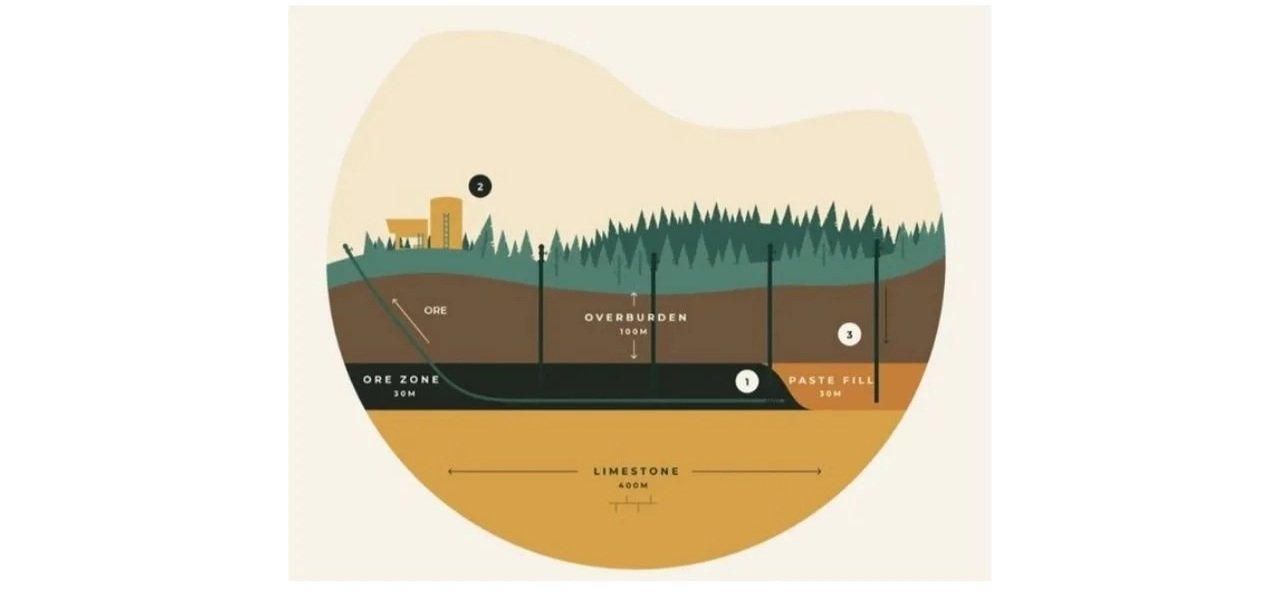
Figure 1: GABE™ Concept
Geological Context
The GABE™ process targets the lower McMurray Formation, composed of bitumen-saturated, unconsolidated quartz-rich, fine- to coarse-grained sand that lies above Devonian limestone, as shown in Figure 1. The target interval lies approximately 50–250 m below surface. Deposits shallower than 50 m are considered mining areas, while deposits deeper than 250 m fall within thermal areasT.
The overlying Clearwater shale, 4–15 m thick, provides a competent, low- permeability barrier that is expected to remain intact throughout operations, while about 50 m of Quaternary glacial deposits form the surficial cover. Collapse is intentionally limited to the McMurray interval, where controlled subsidence of the McMurray Formation transfers load toward the excavated horizon without compromising shale integrity. Maintaining this separation zone between the production stope (the underground void where ore is active1ly being mined) and the Clearwater layer is central to the process design.
Technology Overview
GABE™ integrates directional drilling and mechanical conveyance to recover bitumen-saturated sand from shallow deposits that are too deep to mine and too shallow for thermal operations. A slant rig is used to drill a horizontal borehole along the basal McMurray Formation parallel to the Devonian unconformity. A high-pressure water jet is applied at the face to induce controlled collapse of the McMurray Formation. The final 10 m of the borehole is cased using a “half-moon” casing, a designed piece of casing cut in half to create access to the oil-sand formation and allow controlled collapse of the overlying sand into the open section. A rotating auger installed inside a lined casing conveys the caved material to a gas-lift system, and the gas system lifts the sand, water, and bitumen to the surface for processing. At surface, the ore is subjected to hot-water extraction, where bitumen is separated from sand and water.
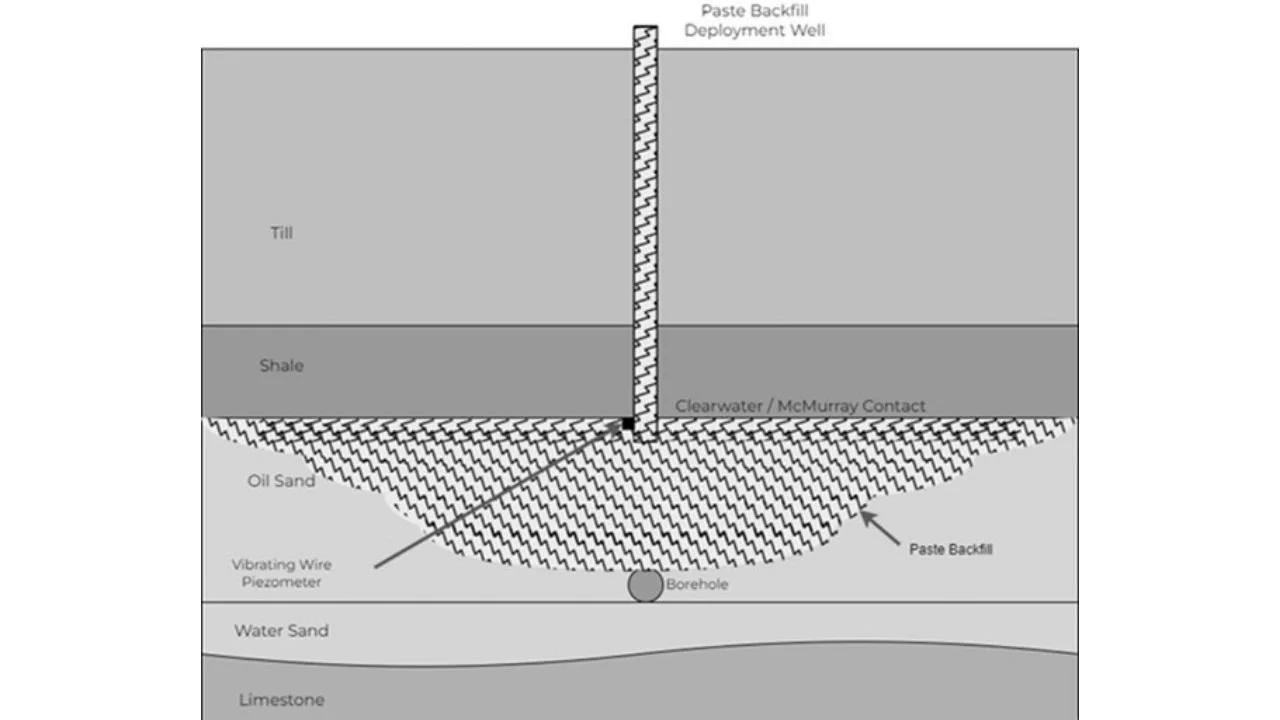
Figure 2: Example waterflood project – Marten Hills vertical multi-tier waterflood [Source: geoSCOUT, Peters & Co. Limited]
The mined section is continuously backfilled during production using injection of a paste from a vertical well. The primary function of backfilling is to mitigate subsidence by injecting an engineered paste composed of tailings, water, and binder additives to restore mechanical support before advancing to the next interval. The final state of the cavern after full backfilling is shown schematically in Figure 2.
There has been prior art in the underground mining of oil sands:
Imperial Oil conducted two orehole-mining pilots at Cold Lake (1990–91) demonstrating the potential of hydraulic jetting. The project was terminated after it was observed that the open-cavern configuration resulted in the instability of the shale roof. Continuous backfilling in the GABE™ process is intended to mitigate this instability.
OSUM also patented an underground mining concept using tunnel-boring and hydraulic excavation, with staged backfill. The process, was not commercialized due to complexity and capital intensity.
“Each component in GABE™ has been commercially proven in industrial use.”
Geomechanical Modelling
Two- and three-dimensional numerical models of the GABE™ process were developed to evaluate collapse behaviour under a range of formation and operating conditions. The models examined the effects of cohesion, borehole diameter, cover depth, and stress ratio within the McMurray Formation and overlying Clearwater shale. Figure 3 shows the development of the underground cavity after 10 days of oil sands removal from a 30-m oil sands layer with an overburden = 60 m, a boring length = 15 m, and an oil sands cohesion = 5 kPa.
The simulations showed that collapse initiates at the crown of the excavated section and progresses upward as the cavity enlarges. Formation cohesion and total sand thickness were the dominant factors controlling collapse geometry, while depth of cover and horizontal stress ratio were secondary influences. Axial bore length also affected the shape of the cavern and surrounding weakened zone, suggesting a practical limit of about 40 m per section for predictable collapse behaviour. The analyses confirmed that controlled subsidence can be achieved within the McMurray Formation without compromising the mechanical stability of the Clearwater shale.
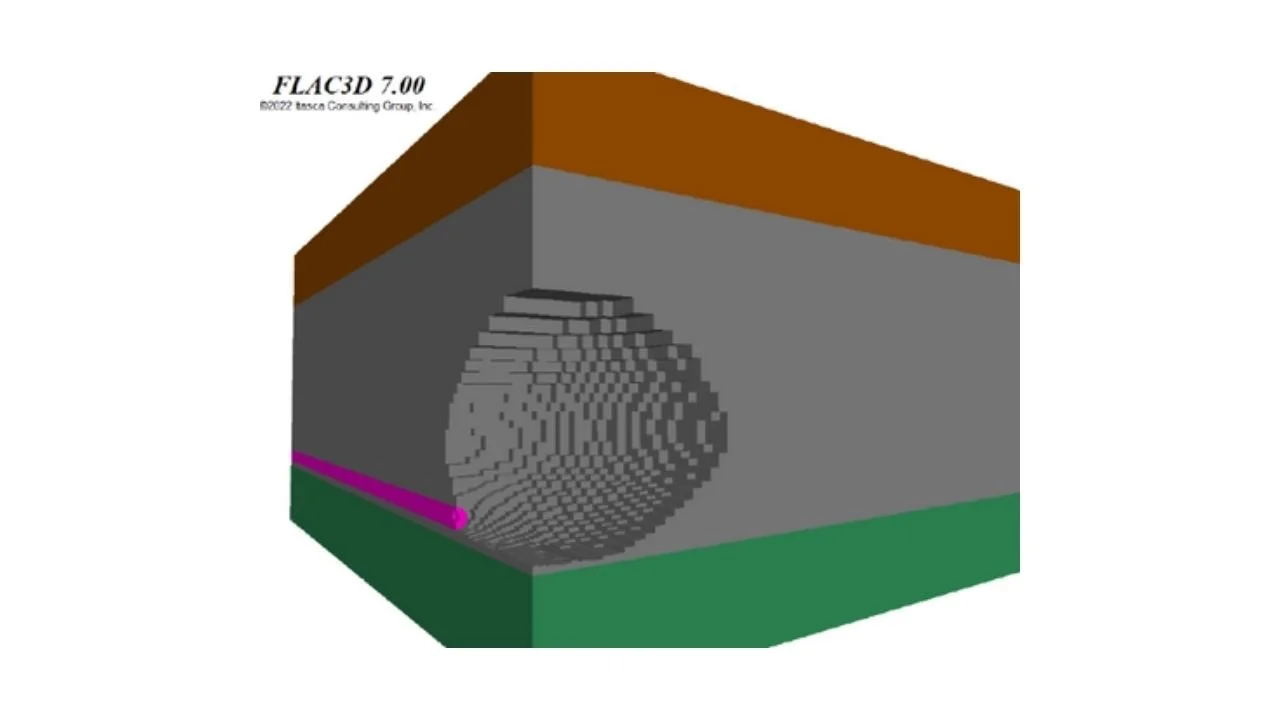
Figure 3: Example 3D model output demonstrating McMurray Formation collapse.
“Cavern collapse can be controlled and preserves the integrity of the overlying Clearwater.”
Operational Concept
A GABE™ production cycle begins with the drilling of a horizontal well near the base of the McMurray Formation. Once drilled, the borehole is underreamed or jetted to the target diameter to create space for material flow and collapse, as shown in Figure 3. A “half-moon” casing is installed to expose the formation and allow controlled caving of the overlying sand into the open section. As the oil sand collapses into the well, the rotating auger transports the material to the gas-lift system, which lifts the sand, water, and bitumen to surface. Details of the horizontal well, half-moon tray, the augur and gas lift aspects are shown in Figure 4.
“The high percentage of projects showing clear responses supports the conclusion of successful implementation of water injection in the Clearwater.”
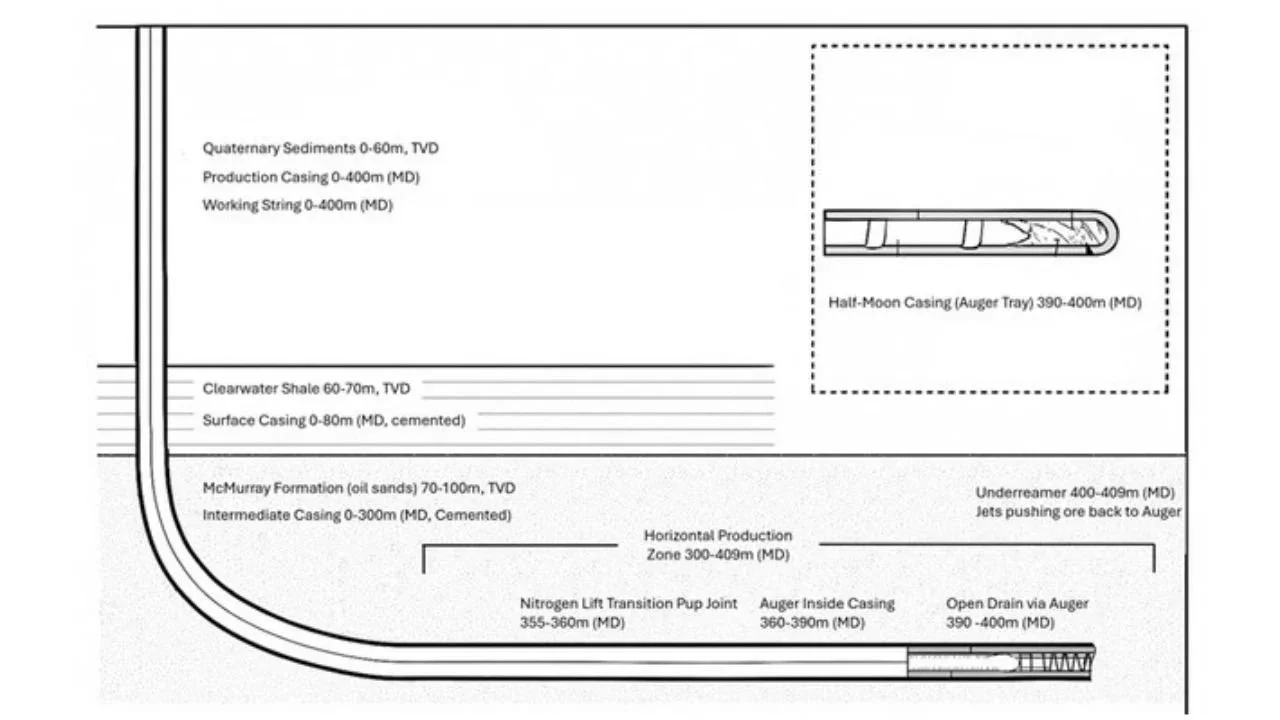
Figure 4: GABE™ Pilot configuration
The slurry is then directed to the separation plant where hot-water extraction recovers the bitumen. At the initiation of oil sand production and until the stope is exhausted, the space created by production is continuously backfilled with an engineered paste. The paste backfill is composed of tailings, water, and binder and is pumped through a dedicated return line to a vertical paste deployment well, as shown earlier in Figure 2. Once the paste is deployed, drilling advances to the next section of the horizontal well by pulling back the casing and auger string, repeating the cycle. Unlike Imperial Oil’s Cold Lake borehole-mining pilots of the early 1990s, which relied on high-pressure hydraulic jetting in a vertical well, GABE™ uses mechanical conveyance within a confined system. This eliminates the open cavern geometry associated with earlier hydraulic methods and maintains control of stress redistribution within the McMurray Formation.
Auger System and Conveyance Performance
Computational and empirical analyses were completed to evaluate auger performance and confirm that mechanical transport of oil-sand material is feasible at the field scale. The modelling work simulated material conveyance, and results showed that the auger can convey material densities of about 2,100 kg/m³, or less, within acceptable torque and power limits. The findings confirm that the auger can transport oil-sand slurry efficiently without exceeding the mechanical limits of a standard 4 in. drill-stem outfitted with auger flights. The water fraction is controlled through adjustable flow management at the auger/ jetting outlet. The gas-lift system moves the slurry using a nitrogen-assisted pressure differential that lifts the mixture.
Process Validation
Laboratory testing was conducted to evaluate bitumen recovery from mechanically mined ore using a Batch Extraction Unit (BEU) that simulates the conventional hot-water extraction process. Tests were performed on 500 g and 20 kg samples of McMurray Formation oil sand under controlled temperature and mixing conditions. Extraction tests completed by AGAT Laboratories and NAIT at 60°C and 83°C for five and ten minutes produced bitumen recoveries ranging from 77 to 89 percent. These results confirm that the changes to the BEU test implemented by Drift behave similarly to ore recovered through surface mining techniques and are fully compatible with established hot-water extraction methods. The testing also demonstrated that temperature, agitation time, and slurry conditioning all influence recovery efficiency.
“GABE™ achieves comparable recovery to surface-mining operations.”
Production Capacity and Engineering Significance
The GABE™ pilot will operate at approximately one-quarter of expected commercial production rates to validate collapse control, conveyance performance, and backfill sequencing. The pilot is designed to produce about 250 barrels of bitumen per day. Once scaled to full commercial operation, each GABE™ well is projected to achieve production rates near 1,000 barrels per day. A commercial module could include 10–12 wells, producing 8,000–10,000 bbl/d. Individual well pads would be approximately 60 m wide, similar to a haul-truck road. Because the process relies entirely on mechanical recovery, GABE™ eliminates the need for steam generation and the associated greenhouse gas emissions and water consumption. Alberta’s intermediate-depth (too deep to mine and too shallow for thermal operations) oil sands contain more than 100 billion barrels in place.
“Commercial modules target 8,000–10,000 bbl/d with no steam and minimal surface footprint.”
Future Work
The next phase of development will focus on field validation of the GABE™ process through a fully instrumented pilot near the Fort McMurray Airport area. The pilot will include approximately three weeks of operations, with ten days of active production expected to yield 25–250 barrels per day of bitumen. Instrumentation will monitor pressure, displacement, and temperature to confirm that collapse is confined to the McMurray Formation. Following completion, data analysis will be used to calibrate numerical models and refine auger and gas-lift performance parameters. The pilot will also evaluate paste backfill curing and long-term mechanical stability. Subsequent stages will scale to 1,000 bbl/d commercial wells using optimized auger rates and cavern lengths.

Scott Morton is the Founder and CEO of Drift Resource Technologies Inc. and the inventor of the patented Gravity Assisted Bitumen Extraction (GABE™) process. Over a 20-year career in Alberta’s oil sands sector, he has led technical programs in horizontal well depressurization, subsurface injection, and mine-interface development, including two industry firsts at the Horizon Mine between 2010 and 2020. With a background in geology and hydrogeology, and an MBA focused on strategy and technology commercialization, Scott has built Drift’s technical narrative around controlled mechanical extraction, modular deployment, and resource commercialization pathways suited to infrastructure-grade investment. He is currently advancing the GABE™ process through regulatory validation, industry engagement, and independent technical review, with a focus on unlocking the "Middle" resources without thermal input. Scott lives in Alberta and remains deeply engaged in the province’s heavy-oil innovation ecosystem.