
Reducing Costs in SAGD: NCG Co-Injection with GERI's DCSG Technology
by Thomas Hartley GERI (General Energy Recovery Inc.)
Efforts to extract bitumen from Alberta’s unique oil sands reserves have a long history. The invention of the steam-assisted gravity drainage (SAGD) process pioneered in 1978 by Dr. Roger Butler, eventually spurred a boom in the oil sands. SAGD is now responsible for over 1.3 million barrels of oil per day in the province.
In 1997, many years after SAGD was proven to effectively recover oil from in- situ oil sands, Butler proposed an improvement to his original SAGD process, called steam and gas push (SAGP). The idea was to co-inject non-condensable gas (NCG) along with steam, rather than using steam alone. The process offered to extend the range of reservoirs that could be produced economically. At the time, most SAGD wells were not at a life stage where large NCG injection was needed, and it took a decade before any appreciable adoption of the new process occurred.
EVALUATING THE BENEFITS AND TRADE-OFFS OF NCG CO-INJECTION
Today, co-injecting NCG is widely adopted by operators across many SAGD projects (used on about half of all SAGD well pads), and the economic and environmental benefits are well-accepted. Co-injecting NCG not only improves the economics and energy efficiency of the reservoir, but it also allows operators to re-direct precious steam to more profitable and efficient lower steam-to-oil-ratio (SOR) wells, resulting in even more oil production at lower carbon intensity.
Notwithstanding its benefits, co-injecting NCG comes at a cost. In 2022, over 250 million cubic feet per day (MMcf/d) of natural gas was injected in Canadian SAGD operations, of which a substantial portion remains in the reservoir and is not recovered. The percentage of injected gas that returns to surface is called the recycle ratio, and it varies widely - from between 90% to nearly negligible (immeasurable).
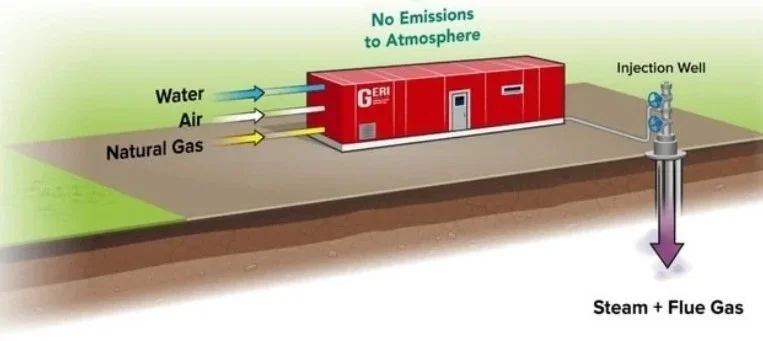
Graphic depicting GERI’s proprietary technology injecting into a well.
Assuming a mid-range recycle ratio of 50%, and $3/Mcf natural gas, NCG co- injection would cost at least $137 million annually across the industry.
Instead of using methane as the default NCG, GERI has developed a better solution for SAGD co-injection. GERI’s Direct Contact Steam Generation (DCSG) technology brings additional, portable, steam capacity, but rather than venting the flue gas, it is a part of the product that is simultaneously injected downhole with the steam. This substantially reduces the amount of natural gas purchased for NCG co-injection, while mitigating the release of greenhouse gases and storing a portion of the carbon dioxide (CO2) in the reservoir.
Flue gases, primarily CO2 and nitrogen (N2), serve as NCG and may work even better than natural gas. CO2 can help by slightly reducing the viscosity of colder bitumen, and N2 can improve steam chamber development and accelerate the oil recovery rate.
Substituting equals volume of steam and natural gas used for NCG co-injection with GERI’s DCSG output of steam and flue gas can reduce operating costs by about a third. GERI enables operators to increase both revenue and profit margins, while running with minimal downtime and fitting neatly into existing operations with little interference.
Additionally, the high energy efficiency of DCSG, along with the injection (and partial storage) of associated flue gas, can provide increased oil production at a lower carbon intensity compared to conventional co-injection methods.
ANALYZING THE RISK OF CORROSION
A common concern raised in enhanced oil recovery projects using DCSG or injecting flue gas, is corrosion. GERI has reduced corrosion to safe, manageable levels, monitored with a corrosion coupon program.
The primary concern with corrosion is oxygen, which can come from slippage or air-rich combustion (often over 2% in typical flue gases). Through iterative design and operational improvements, GERI has reduced O2 in the injection stream to less than 100 ppm in the vapor phase.
Corrosion due to CO2, often present in active SAGD reservoirs, is another concern with flue gas injection. GERI’s flue gas contains about 12% CO2 on a dry basis, but factoring in the steam and water, the CO2 concentration is only about 3.5%. This results in lower CO2 partial pressures, which are correlated with corrosion rate.
Insight from literature also indicates that as temperature increases from ambient to GERI’s operating conditions, CO2 induced corrosion decreases by an order of magnitude, due to the formation of protective corrosion products that slow further corrosion.
UNDERSTANDING THE IMPACT OF THE FLUE GAS THAT IS PRODUCED BACK
Another concern is the portion of non-burnable CO2 and N2 injected that is produced back to the surface. In SAGD, the produced gas (containing CO2 and N2) is often blended with pipeline natural gas, lowering the heat content of the gas burned at the central processing facility (CPF).
Estimating dilution requires determining the percentage of injected gas that returns to surface (the recycle ratio), which varies substantially. In the case of natural gas NCG injection, the recycle ratio ranges from negligible to over 90%. Ideally, a DCSG project has a low recycle ratio.
The volume of pipeline gas used at a CPF is typically much larger than the volume of produced gas, providing a significant buffer to blend the non- burnable gases produced. Evaluation of a hypothetical, large-scale GERI project at several existing SAGD facilities showed that even under worst-case recycle ratio scenarios, due to the large volume of pipeline gas required, non- burnable gas content in the blended gas reaches only a few percent.
Reducing the heat content of gas burned at the CPF must be discussed with the operator, but these levels fit within the practical range of most industrial gas-fired equipment. If necessary, solutions like re-injecting produced gas on the pad or using a nitrogen rejection unit can be implemented, though these solutions add costs.
AUTHOR BIO
Thomas Hartley, Engineering Manager, GERI
Thomas Hartley is the Engineering Manager at GERI (General Energy Recovery Inc.), a Calgary-based company that specializes in thermal technologies for enhancing and decarbonizing heavy oil recovery. He has over 13 years of experience working in in the upstream oil and gas industry, on the service side, as an oil and gas production engineer, and has firsthand experience working in several field-based jobs early in his career.