
Methods to Reduce Environmental Impact of In-situ Recovery of Heavy Oil and Bitumen - Part 2
Part 1 of METHODS TO REDUCE ENVIRONMENTAL IMPACT OF IN-SITU RECOVERY OF HEAVY OIL AND BITUMEN by Dr. Thomas G. Harding, discussed the promise of steam additives including non- condensable gas injection. In this Part 2, Dr. Hardy discusses hybrid steam/combustion and other heating processes. Enjoy!
Hybrid Steam/Combustion Recovery Processes
The main advantage of in-situ combustion (ISC) over steam injection is that the heat generated in ISC by combustion of fuel in the reservoir is produced directly in the reservoir, whereas in the case of steam injection, the steam is generally produced on surface by boilers with about 85 percent efficiency and an additional 15 percent of the energy is lost during transmission of steam to the reservoir by surface line and wellbore heat losses.
“The main advantage of in-situ combustion (ISC) over steam injection is that the heat generated in ISC by combustion of fuel in the reservoir is produced directly in the reservoir…”
Another advantage of ISC often cited is that the ISC process uses a residual fuel in the formation, either unrecoverable residual oil saturation or hydrocarbon coke formed by the pyrolysis of heavy ends at high temperature; thus, there is essentially no cost for fuel for the ISC process. Drawbacks to the ISC process include difficulties with ignition and reaching high-temperature oxidation (HTO) conditions. The high temperatures associated with ISC, often greater than 600 °C, are also a concern as such high temperatures can damage downhole equipment. The production of unreacted oxygen in the production wells must also be avoided to maintain safe operating conditions and to avoid corrosion.
The production of tight emulsions has also been an issue for some ISC projects. Use of compressed air for combustion results in large quantities of non- condensable gases (NCGs) in the reservoir and these can cause high producing gas-oil ratios (GORs), erosion of downhole equipment due to high gas velocities and can promote sand production but the main, often- overlooked problem, is severe suppression of the relative permeability to oil. Similar to NCG injection with steam, the introduction of too much NCG in the reservoir reduces the ability of oil to flow and therefore reduces oil production rates.
The use of oxygen or highly enriched air injection eliminates many of the aforementioned problems with ISC due to the elimination of nitrogen from the process. In the case of pure oxygen injection, the gas volume is reduced to 20 % of what it would be with air injection. Water injection along with air or oxygen allows the water to scavenge heat from hot rock that has experienced combustion temperatures and to generate steam in-situ to enhance the heat transfer and oil displacement.
“By combining steam and oxygen injection, many of the problems associated with ISC processes can be further reduced.”
By combining steam and oxygen injection, many of the problems associated with ISC processes can be further reduced. Ignition is practically assured by preconditioning the reservoir with steam increasing reservoir temperature near injection wells to steam temperature and from there HTO conditions can be reached rapidly. This assures efficient combustion and largely eliminates degradation of oil quality by low temperature oxidation (LTO). Maximum temperatures associated with HTO may be moderated by the presence of steam and held within the range of 500 to 600 °C. By injecting 9 volume percent oxygen with steam, approximately 50 % of the energy delivered to the formation is generated by combustion with the remaining 50 % injected with the steam. Thus, GHG emissions and water usage may be reduced by 50 percent or more. This has the potential to free up 50 % of the steam from the steam plant to be injected into other wells. The amount of NCG produced in the reservoir when oxygen is added to steam is significantly reduced compared to ISC projects without steam injection or those using compressed air injection.
It is the opinion of the author that the combination of steam and oxygen injection, reducing the amount of NCG generated in the reservoir and having to be produced from the production wells, will offer superior oil production performance over a process like the Toe-to-Heel Air Injection (THAI) process (Greaves et al, 2001; Greaves et al, 2012) where essentially all of the combustion gas products associated with the air injection must be produced through the production wells, and their volume is considerable.
“… the combination of steam and oxygen injection, reducing the amount of NCG generated in the reservoir and having to be produced from the production wells, will offer superior oil production performance over a process like the Toe-to-Heel Air Injection (THAI) process …”
A hybrid steam/ in-situ combustion process has been proposed that is called SAGDOX (Kerr, 2012; Kerr and Jonasson, 2013) in which oxygen is injected with steam in ratios of approximately 9 to 35 volume percent. The main objective of SAGDOX is to reduce reservoir energy injection costs thus improving recovery process economics and thereby extending SAGD to lower quality reservoirs. SAGDOX may be particularly applicable to reservoirs with high water saturations, high shale content and thin pays. Another feature of SAGDOX is that reservoir temperatures higher than saturated steam temperature may be achieved independent of reservoir pressure. By maintaining HTO conditions, excessive low temperature oxidation (LTO) is avoided which degrades the performance of the process and this also minimizes the risk of unreacted oxygen entering production wells. Partial in-situ upgrading occurs due to pyrolysis of the oil.
“A hybrid steam/ in-situ combustion process has been proposed that is called SAGDOX … in which oxygen is injected with steam in ratios of approximately 9 to 35 volume percent.”
Using a relatively small amount of gas (oxygen) injection results in a similarly small amount of combustion gas product, mainly carbon dioxide, and this NCG can have benefits for the recovery process and is also able to maintain reservoir pressure when steam is condensing. The NCG can provide a partially insulating gas blanket at the top of the formation; can increase convective mixing at the edge of the vapor chamber increasing rate of mobilization of viscous oil; and can be used as a source of NCG for wind-down of SAGD where the NCG can reduce the amount of steam injection required improving the steam-oil ratio (SOR) while maintaining oil production rates. A small amount of the produced carbon dioxide, 5 to 10 %, may be sequestered in the reservoir further reducing overall carbon emissions during the extraction operations. The hybrid steam/ISC processes offer much flexibility in terms of the average oxygen to steam ratio and the potential to vary the ratio throughout an oil recovery process. The degree of oxygen enrichment in air may also be varied over the life of a project such that more nitrogen is introduced in late life when a greater quantity of NCG is desirable to maintain reservoir pressure or during wind down of the process. For example, pure steam injection may be followed by a period of steam/oxygen injection where the steam/oxygen ratio is constant or either increasing or decreasing. A variety of well arrangements including both vertical and horizontal wells can be considered, and the use of vent gas wells may also assist with control of movement of the high temperature combustion zone. However, it may be very challenging to establish fluid communication with vent gas wells and operate them effectively so that liquid production from the vent wells is minimized while producing gas at desired rates.
Several challenges with the SAGDOX process have been identified and these are mainly related to the high temperatures generated that can exceed 600 °C. Protection of wells and well completion equipment from these high temperatures is essential and thus temperature monitoring equipment must be installed downhole in all wells along with cooling water injection equipment. Keeping the combustion zone in the centre of the formation will increase the energy efficiency of the process. Understanding the effect of the high temperatures, while of limited volume in the reservoir, on the in-situ stresses will be challenging and important. Risks to the cap rock of high temperatures have been evaluated and found to be no greater than for steam-only processes (Saeedi et al 2018). Data available on the mechanical properties of reservoir sands and shales at temperatures over 200°C are very limited and this makes modeling of the changes in stress difficult. Production of hydrogen sulphide is often associated with the high temperature combustion and this must be accounted for during field test planning in particular. 3D physical modeling of the SAGDOX process has been completed (Rios et al 2018). Handling of oxygen on surface requires a high degree of training and rigorous attention to operation practices but many industrial operations worldwide have shown that oxygen can be generated and transported safely. Costs for oxygen production and handling, including specialized materials, must be considered in project planning and economics. Simulation of the combustion processes is very challenging due to the scale-up issues associated with reaction kinetics models and the significant computational time required as a result of the need to include additional material balance for components involved in the combustion reactions. A new reaction kinetics model for Long Lake bitumen was developed based on ramped temperature oxidation (RTO) data (Yang et al, 2016, Yang et al 2017a). It has been found that sufficient fuel is available in the form of residual oil in the steam-swept zone and that HTO can be established and sustained at low oxygen concentrations in the presence of steam but at the same time peak combustion temperatures are moderated by the presence of steam.
This reaction kinetics model was used to history match combustion tube test data (Yang et al, 2019a) resulting in minor tuning of the model. Further development of the SAGDOX process has focused on addressing the main uncertainties and risks associated with the process including the management of combustion zone movement, the potential impacts of high temperatures on in-situ stresses (Saeedi et al, 2018) and the handling of produced gases including hydrogen sulphide and carbon dioxide. Accurate and efficient field- scale numerical modeling of SAGDOX has been accomplished allowing technical and economic evaluation of the process (Yang et al, 2017b, Yang et al, 2019b).
“Further development of the SAGDOX process has focused on addressing the main uncertainties and risks associated with the process including the management of combustion zone movement, the potential impacts of high temperatures on in-situ stresses … and the handling of produced gases including hydrogen sulphide and carbon dioxide.”
Electrical Heating Processes
Many processes for heating formations using electrical energy have been proposed (Bogdanov et al, 2011). These include processes that pass current through the formation causing resistive heating (McGee and Vermeulen, 2000; McGee and Vermeulen, 2007; McGee, 2008), electromagnetic heating by generating an electric field that causes heating through the water present in the formation (Koolman et al, 2008; Wacker et al, 2011), radio frequency heating using long antennas to excite the water molecules in the formation and causing reservoir heating (Kovaleva and Davletbaev, 2010; Wise and Patterson, 2016) and the use of long resistive electrical heaters set at high temperature to heat the formation (Ivory et al 2010, Harding et al 2015, Harding et al 2016). Modeling of the electromagnetic heating of oil sands has been challenging but several recent studies have advanced the capability (Ji et al 2019, Ji et al 2020, Sadeghi et al 2017a, Sadeghi et al 2017b, Sadeghi et al 2017c, Sadeghi et al 2018, Sadeghi et al 2020).
The process that is favored by this author is one that that employs resistive electric heaters placed downhole combined with solvent injection. This method is simple, uses robust and proven electric heaters, and relies on a combination of mild heating and solvent mixing to mobilize viscous oil and facilitate its production.
Resistive Electric Heating with Solvent Injection
Recovery processes have been suggested that employ long resistive electric heaters combined with the injection of water and/or solvents. Most of the experimental and simulation work to date has focused on the use of horizontal well-pairs in a similar configuration to those used in SAGD (Ivory et al, 2010, Harding et al, 2015, Harding et al, 2016). There is also potential to use single wells, but no experimental or numerical modeling work has been to date to assess this possibility. The original concept proposed by Ivory et al (2010) involved managing of the injection and production rates along with heater power and temperature to cause the refluxing in the reservoir of vaporized connate water along with injected fluids. Refluxing occurs when steam condensate and/or dissolved solvent are draining downward towards the production well where they encounter reservoir temperatures exceeding the saturation temperature of the fluids. The volatile fluids are then re-vaporized and reverse their flow such that they begin to rise in the formation. Meanwhile, the heated liquid bitumen continues to drain downward to the production well. By invoking the refluxing process, the water and solvent requirements for injection are reduced and so are the energy requirements. This is because the refluxing fluids require only the addition of the latent heat of vaporization to re-vaporize them and no sensible heat addition is required. Even without refluxing, the volumes of water injection are expected to be much lower than in the SAGD case.
“The original concept has evolved into one that is not dependent on creating reflux of fluid but rather is concentrated on using solvent-only injection without water and operating the resistive electric heaters at temperatures sufficient to vaporize the solvent but not water. This process could be called Solvent-Assisted Resistive Electric Heating or SAREH.”
The original concept has evolved into one that is not dependent on creating reflux of fluid but rather is concentrated on using solvent-only injection without water and operating the resistive electric heaters at temperatures sufficient to vaporize the solvent but not water. This process could be called Solvent- Assisted Resistive Electric Heating or SAREH. It is expected that propane will be used as the solvent and that heater temperatures will not exceed the saturation temperature of water at the reservoir pressure. This way, no water in the formation will be vaporized and there will be little or no water flowing in the formation, especially if the formation is at irreducible water saturation. A provisional patent has been filed covering these concepts (Harding, 2023). It should be noted that the amount of heat that can be transferred by conduction and some convection with resistive electric heating is lower than is the case with steam injection in which case massive amounts of energy are transferred to the formation by convection. For example, 300 m3/d of 100 quality steam injection at 2 MPa pressure, an amount commonly used in a single SAGD well pair, is the equivalent of almost 10 MW of power. Because resistive electric heating is limited in part by the thermal conductivity of the formation, only about 1 MW of power can be effectively transmitted into the formation by conduction (Hassanzadeh and Harding, 2016). This affects the rate of heating of the formation and lowers the oil production rates. Partially offsetting this reduced oil rate due to lower energy input to the formation and lower rate of heating is the reduction in water flow in the formation which has the effect of not suppressing the relative permeability to oil. The use of solvent injection assists with bitumen viscosity reduction helping to raise oil production rates.
So, the method relies on mild reservoir heating by conduction and vaporization of solvent in the injection well promoting the development of a rising solvent vapor chamber above the injection well similar to the steam chamber in SAGD. The solvent condenses and dissolves in oil to make the oil more mobile. There is a complex interplay between the viscosity reduction caused by temperature increase and that caused by solvent mixing with the oil, considering that the diffusion rate of solvent into oil increases with temperature but the amount of solvent dissolved in the oil is reduced at higher temperature.
“Lower oil production rates with a process like SAREH compared to SAGD will have a negative effect on economics but offsetting this drawback are the significantly reduced capital and operating costs ...”
Lower oil production rates with a process like SAREH compared to SAGD will have a negative effect on economics but offsetting this drawback are the significantly reduced capital and operating costs associated with elimination of the steam plant, water treatment plant and most of the oil/water separation equipment. Additional costs for downhole heaters, additional wells if closer well spacing is needed and the requirement to purchase solvent must also be considered. While it isn’t needed, if water is injected, the volumes will be small relative to SAGD, but the water quality will need to be high to avoid scaling downhole. The cost tradeoff between supplying energy using steam injection versus electrical power must also be considered. Carbon emissions with resistive electric heating may be reduced substantially depending on how the electricity is generated for the process. For example, nuclear power as the source of electricity would eliminate greenhouse gas emissions from the oil recovery process entirely. Because the energy input in SAREH is less than 1/8th that of SAGD, there will be commensurate reductions in carbon emissions even if the power is generated in a conventional manner by burning of natural gas. It is expected that in comparison to RF antennas, the cost of resistive electric heaters will be substantially lower (Koolman et al, 2008). Ashoori and Gates (2022) have presented a comparison of carbon emissions in SAGD between once-through steam generators (OTSGs) and direct-contact steam generators (DCSGs).
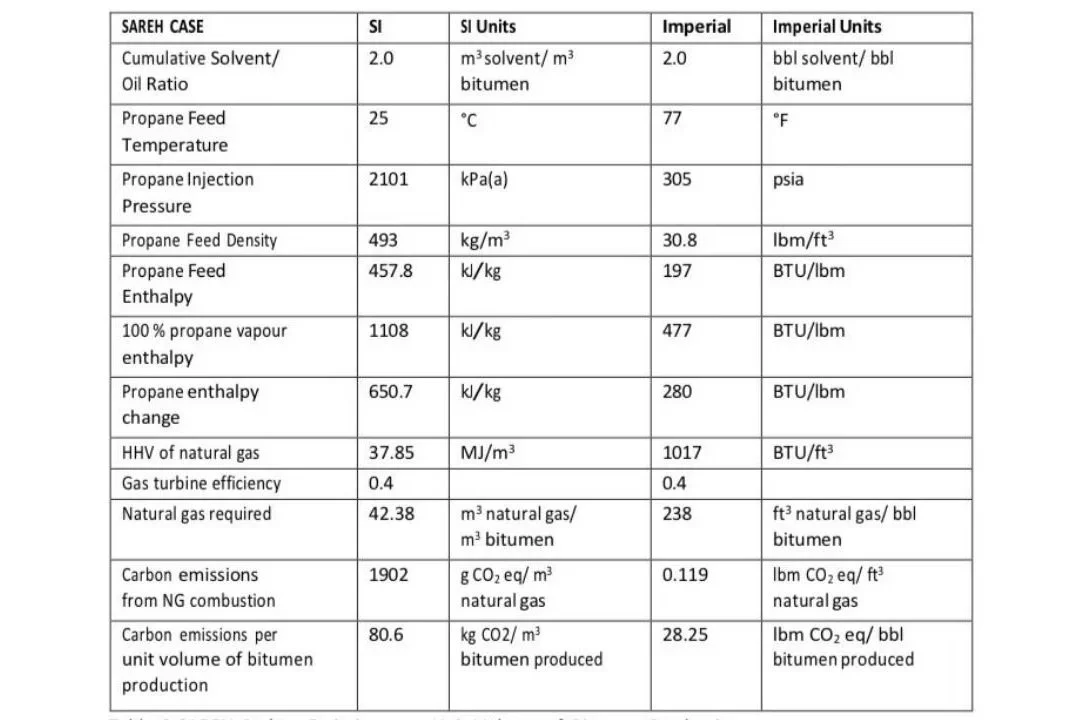
Charpentier et al (2009) have presented a good discussion of the sources of carbon emissions in oil sands operations. Using a similar analysis as in Ashoori and Gates (2022), and largely using their data, a comparison is made between SAGD using OTSGs and SAREH, as presented in Table 1 (for SAGD) and Table 2 (for SAREH) below. Physical and thermodynamic properties for propane were obtained from Goodwin and Haynes (1982). Carbon emissions per unit volume of bitumen production are shown to be only about 18 percent of those for SAGD when on-site power generation is performed using a simple cycle gas turbine. These units are known to have an efficiency of between 35 and 45 %, therefore 40 % has been used in the calculations.
Table 1: SAGD Carbon Emissions per Unit Volume of Bitumen Production
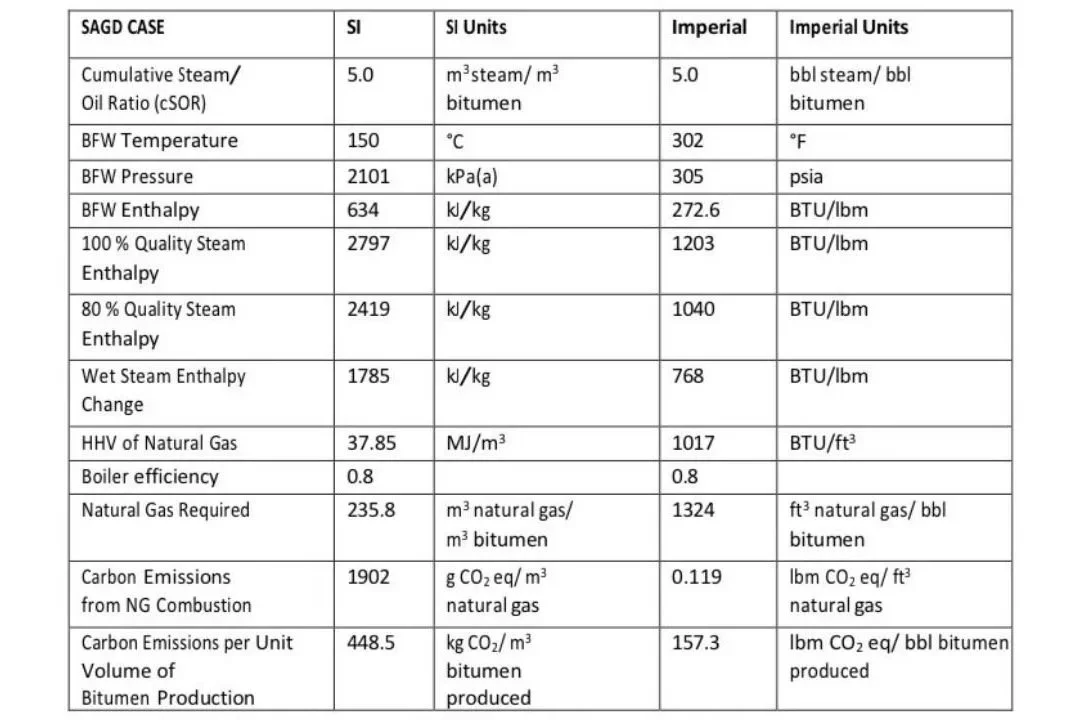
Table 2: SAREH Carbon Emissions per Unit Volume of Bitumen Production
“… it is evident that the carbon emissions per unit volume of bitumen production are much lower in SAREH than SAGD …”
Comparing Tables 1 and 2 it is evident that the carbon emissions per unit volume of bitumen production are much lower in SAREH than SAGD, especially considering the poor efficiency of the gas turbines to generate electricity. But this may be explained by considering the lower volume of solvent employed, the lower enthalpy of propane, and the lower density of propane, all of which contribute to the lower energy per unit volume of production in SAREH compared to SAGD. Here, a cumulative solvent/oil ratio of 2.0 has been assumed that may be quite conservative compared to the value of 0.77 reported by Ivory et al (2010) and the figure of 0.77 excludes production from blowdown that would make the solvent/oil ratio even lower.
This means that the carbon emission reductions possible with SAREH are potentially even lower than those calculated in Table 2. It should be noted that this analysis excludes the power that may be required for a production well heater, but it is thought that a production well heater would only be needed during start-up and would not be needed for most of the production operation. Thermal cracking and aquathermolysis have been investigated for the case where the heater temperatures exceed 250 °C and a reaction kinetics model has been developed for use in numerical simulation of the process (Hassanzadeh et al 2016, Hassanzadeh et al 2017). However, current thinking would have the temperatures set below this level so that aquathermolysis and thermal cracking would not be issues. Field-scale numerical simulation has also been done to prepare production forecasts for economic evaluation and to allow preparations for field testing of the technique (Rabiei Faradonbeh et al, 2016b).
Improving Vertical Communication in Reservoirs Undergoing Recovery by Gravity Drainage
A number of recent studies have evaluated the potential for improving vertical communication in reservoirs being exploited using gravity drainage processes. Barriers to vertical flow of fluids have a severely etrimental effect on such processes. Reservoir shale layers with low permeability present barriers to flow that will substantially reduce the ability of fluids to rise in the formation creating a vapor chamber or for liquids to drain downward to allow production of oil. The use of heating and cooling to break shales has been investigated and some promising techniques identified (Settari et al 2018, Settari et al 2020).
DISCUSSION and CONCLUSIONS
Promising recovery processes that have potential to enhance or replace SAGD have been described. The motivation for undertaking research and development activities towards the goal of improving or replacing SAGD stems from the high costs and environmental impacts of SAGD.
The ultimate success of any potential new process to accomplish the stated objectives will rest on the economic comparison between SAGD and the new process and also on the ability of the new process to achieve the same or higher levels of resource recovery while reducing carbon emissions and water requirements. The steam additive processes are designed mainly to reduce SOR while maintaining oil production rates and increase ultimate recovery.
These processes are most applicable for enhancing existing SAGD operations. Their economics will depend on the trade-off between the cost of the additives and equipment for their injection and the benefit in terms of additional oil production obtained. In the case of reduced SOR, for a fixed steam plant size, steam is made is available for injection into additional wells and so for the capital invested in the steam generation and water treatment facilities, incremental oil production is obtained. Solvent addition to steam needs to be
started early in the SAGD recovery process and best performance requires careful consideration of the best solvent to use and its concentration in steam. NCG addition to steam is best applied later in the SAGD process when there is considerable heat in the reservoir. The NCG can assist with draining warm oil
from the upper part of the formation, reduce SOR and maintain reservoir pressure. But care must be taken not to inject too much NCG too early as this may cause a reduction in oil production rate because of suppression of the oil effective permeability. Direct- contact steam generators, while they have greater energy efficiency, may be problematic regarding reduction in oil production rate as a result of suppression of the relative permeability to oil by the NCG flowing in the reservoir.
The economic case for hybrid steam/in-situ combustion processes like SAGDOX is like steam additives such as solvents, NCGs, and surfactants and oxygen may in some sense be considered an additive to steam, given that the oxygen to steam ratios contemplated are low. The hybrid steam/combustion processes have the same basic goals as the more commonly considered steam additive processes. Use of oxygen as an additive to steam in mid to late SAGD process life creates not only heat in the reservoir allowing steam injection rate to decrease but also provides a source of NCG to maintain pressure and recover additional oil.
In the case of processes that could replace steam injection, for example SAREH, the trade-offs become the savings in cost through elimination of the large steam injection and water treatment facilities along with the cost of fuel for steam generation versus the costs for electricity and solvents. The oil production rates for such a process will be lower than in SAGD and closer well spacing may be required so these factors also enter into the economic comparison between the processes. Ultimately the future of the in-situ recovery industry for extraction of oil sands resources may depend on the development of lower cost, more energy efficient and lower environmental impact processes, especially if oil prices are low for an extended period. Higher taxes and penalties on carbon emissions will promote the use of lower emission recovery processes. In addition to improved economics under carbon levies, reduction in carbon emissions will improve the social license to produce the oil sand and heavy oil resources. Both SAREH and SAGDOX are promising recovery methods that can achieve the stated goals for the recovery process. Both have been extensively tested in the laboratory and both have been simulated at the field scale revealing favorable economics compared with SAGD. Further experimental and numerical modeling work can be done but likely the next step is to field pilot these methods. The incremental cost and risks for field testing in an existing SAGD project are quite low, especially considering that the well pair(s) used for field testing can be converted to SAGD operation after pilot testing has been completed. For field testing to be successful, it is necessary to establish a good SAGD baseline with which to compare the new processes and to ensure that at the end of the tests it is clear how the new techniques performed. This requires careful monitoring of production with regular testing and fluid sampling to ensure that a definitive conclusion can be reached. Processes like SAREH are ideal for existing SAGD operations where there is co-generation of steam and electricity. Even in cases where electricity must be generated on site, it has been shown that carbon emissions are only 18 % of those from SAGD on a per unit of production basis.
NOMENCLATURE
BFW - boiler feed water
cSOR - cumulative steam-oil ratio
DCSG - direct-contact steam generator
GOR - gas-oil ratio
HHV - high heating value
HTO - high temperature oxidation
ISC - in-situ combustion
LTO - low temperature oxidation
NCG - non-condensable gas
OTSG - once-through steam generator
RTO - ramped temperature oxidation SAGD steam-assisted gravity drainage
SAGDOX - steam-oxygen gravity drainage process SAGP steam and gas push recovery method
SAREH - solvent-assisted resistive electric heating SMR small modular reactor
SOR - steam-oil ratio

Dr. Thomas G. Harding
Tom Harding holds BSc and MSc degrees in Chemical Engineering from the University of Calgary and a PhD in Petroleum Engineering from the University of Alberta. He has over 30 years of industry experience in a variety of oil and gas project evaluations, development and production operations. He is a former head of the Chemical & Petroleum Engineering Department at the University of Calgary where he conducted research into improved recovery methods for heavy oil and oil sands, produced water treatment and production of biofuel from waste biomass. Dr. Harding has taught courses in petroleum production engineering and non-renewable resource development. He has been retired since 2018.