
The Future of SAGD
The Evolving SAGD Landscape
Steam Assisted Gravity Drainage (SAGD) in situ projects have been operating in the Alberta Oil Sands since approximately 2000. Since then, a wide range of projects varying in scale and led by numerous operators have been developed throughout various industry downturns driven by different causes. In 2024, SAGD bitumen production capacity from the oil sands averaged 10,737 cubic metres per day, which was nominally 75% of all in situ bitumen production (Alberta Energy Regulator).
Key Challenges Facing Today’s SAGD Developments
While the industry continues to experience challenging economics tied to energy transition projects, operators indicate sustained interest in SAGD developments. Despite ongoing challenges, the pulse from industry suggests that SAGD remains a critical area of focus moving into its third decade, though both long-standing and emerging issues still require attention:
Resource quality trending towards higher steam-oil ratio (SOR), and extraction technology towards lowering or maintaining SOR.
Project logistics and infrastructure – including pipeline export capacity, diluent supply, natural gas infrastructure and power infrastructure and economics.
Project design basis - debottlenecks (industry-proven lowest capital intensity) versus greenfield (design-one, build many (D1BM) replication strategies rather than project-specific bespoke designs).
Project economics – impacted by bitumen markets & pricing, uncertainty around CO pricing, and owner-specific or regulatory requirements pertaining to CO reduction and/or carbon capture and sequestration (CCUS).
Project execution - skilled labour availability (trades and engineering); equipment and materials pricing and delivery (mechanical and electrical pricing has significantly increased post-COVID due to global demand and supplier lead-times).
Approaches for Improving SAGD Performance
Through Fluor’s extensive SAGD project experience, we have supported operators as they continue to focus on the following:
Subsurface improvements to address the SOR challenge. For example, the use of non-condensable gas (NCG) injection and solvent injection technology to reduce the SOR.
Completion of front-end development work to define and evaluate alternatives for CO reduction such as CCUS, alternate fuels such as hydrogen, modifying existing steam generation units for oxy-firing, and opportunities for implementation of small module nuclear reactor (SMR) technology as an energy source for SAGD injection steam generation.
Industry and other stakeholders have been working together to better define and address infrastructure challenges to support longer term oils sands growth.
Execution Excellence Through Zero-Base Execution (ZBE)
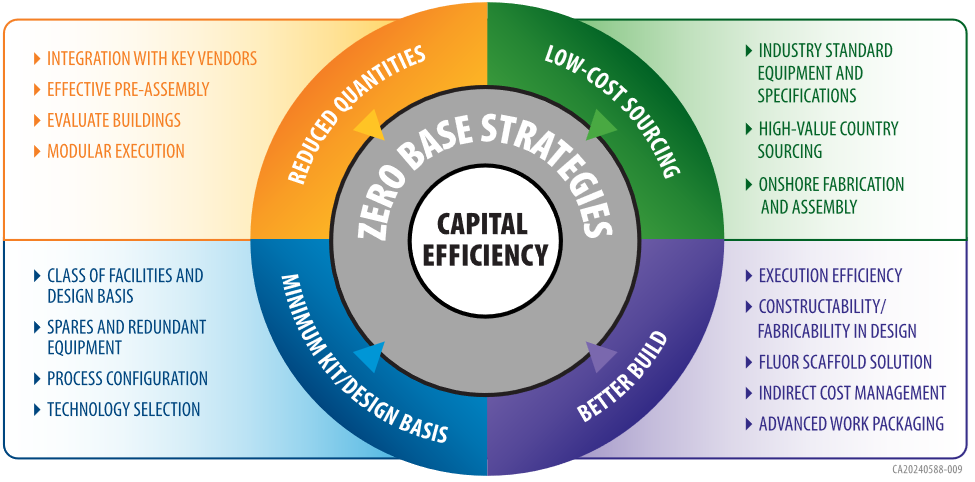
Our clients continue to face project design and execution challenges that focus on minimizing capital intensity. Leveraging our extensive project experience, Fluor works collaboratively with clients to support this objective. Over the last 10 years, Fluor has developed and implemented a concept called Zero-Base ExecutionSM (ZBE), which combines elements of our project execution toolkit to align with client business drivers to build a zero-base design meeting those drivers without excess. When properly implemented ZBE provides the following results:
The output of the project scope meets the project’s requirements, while ensuring the resulting design and operation are safe, legal and operable. Safety and legal compliance are non-negotiable.
It ensures that the business objectives drive overall execution and define the design parameters for the project.
ZBE is built on the following fundamentals:
Project Minimum Requirements (PMR) – PMR define the project’s must-haves (needs) versus wants (nice-to-have’s) and are foundational to defining the optimal design and strategy to meet the project’s objectives. PMR are communicated to the project team and other project stakeholders to ensure business and project objectives are aligned.
Design Strategy and Basis – The use of Class of Plant (COP) methodology translates the intent and objectives of the PMR into clear design bases and execution concepts and strategies. Definition of the operating envelope (production rates, fluid compositions, off-design scenarios etc.) must consider design basis uncertainty and associated risk (probability and consequence), how uncertainty impacts the limits of the operating range and the result cost impact. Once the risk is understood, it can be appropriately addressed by evaluating how future changes might be implemented e.g. pre-build key scope, leaving plot space for future scope, or deferring any work until the future when uncertainty and risk are better understood.
Structured Approach to Value Addition – Modification to the base design (e.g. incorporation of wants) are evaluated in a structured and quantifiable manner and only implemented when value is objectively demonstrated to result in optimized project outcomes.
Scope Optimization – Process technology selection can minimize project scope (e.g. the number of required equipment services) and facilitate packaging of the overall scope to reduce quantities and associated cost. Early development of a reliability and availability model (RAM) to objectively define sparing and storage requirements helps provide clarity on scope requirements.
Scope Packaging - Modularization reduces quantities and field installation for both equipment and piping, allows for early integration with key vendors to provide a complete optimized solution for supply, fabrication, construction, and buildings, and better opportunities to incorporate fabrication and construction considerations throughout all stages of project development.
Low-Cost Sourcing – Use of industry/vendors standards, rather than typical oil-sand specifications which add costs with minimum value add. Performing high-value country sourcing provides opportunities for more economical and efficient solutions.
Strategic Considerations for the Future
Finally, new SAGD developments should look to address how further potential improvements, such as incorporation of NCG and solvent injection, could be incorporated into an appropriate strategy. Operators should also evaluate the Design One, Build Many (D1BM) replication strategy, which minimizes engineering/fabrication/construction costs, schedule requirements, and overall time to market.
With our depth of experience and technical expertise in SAGD, Fluor is well equipped to support operators in advancing these opportunities.
AUTHOR
Bernie Moore, Executive Technical Director, Fluor Canada Ltd.